Flexible Integration Capabilities Simplify System Design and Deployment
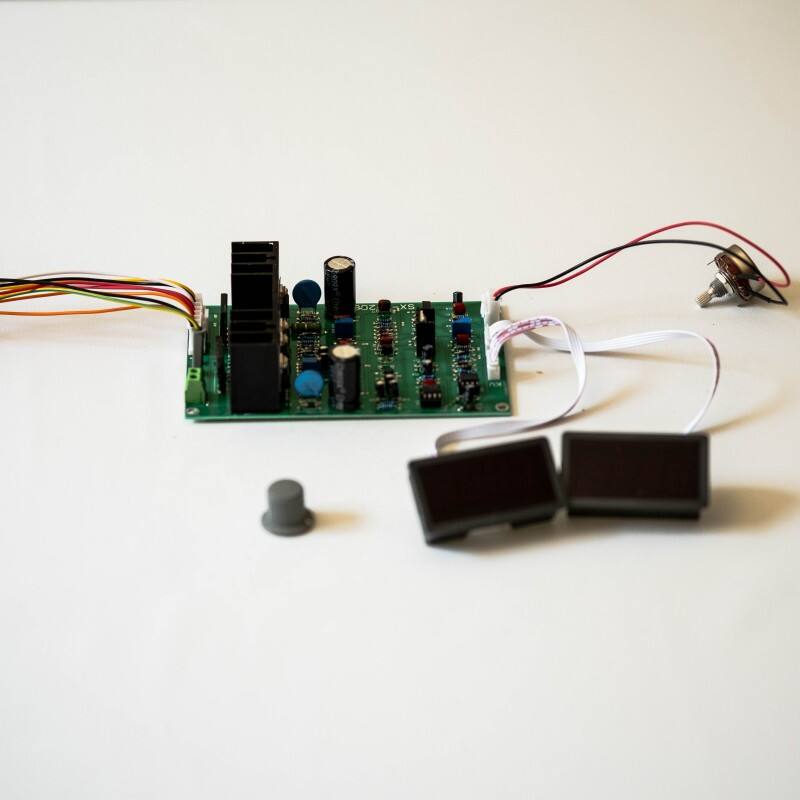
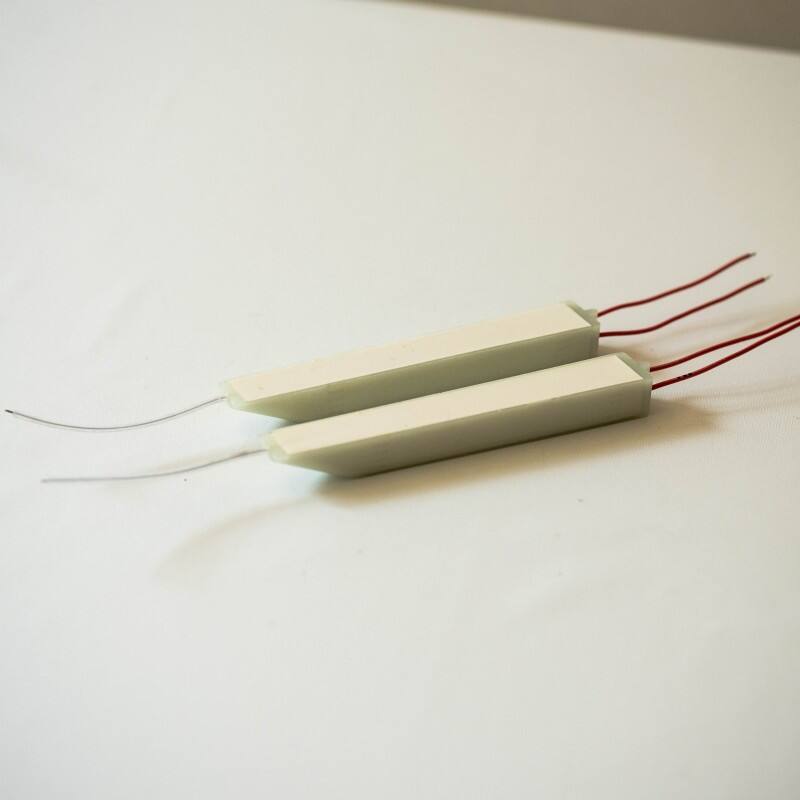
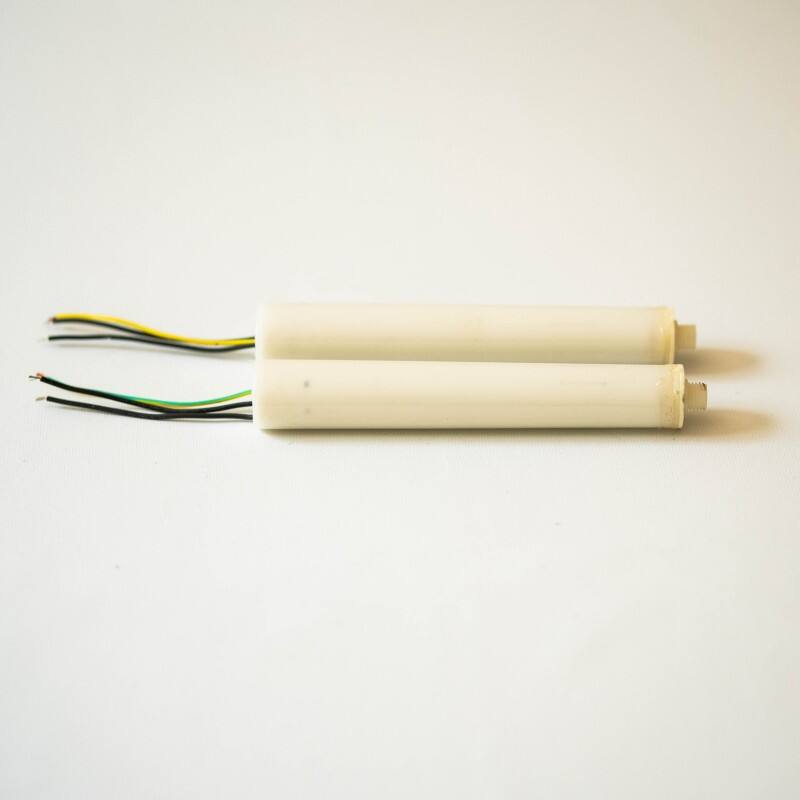
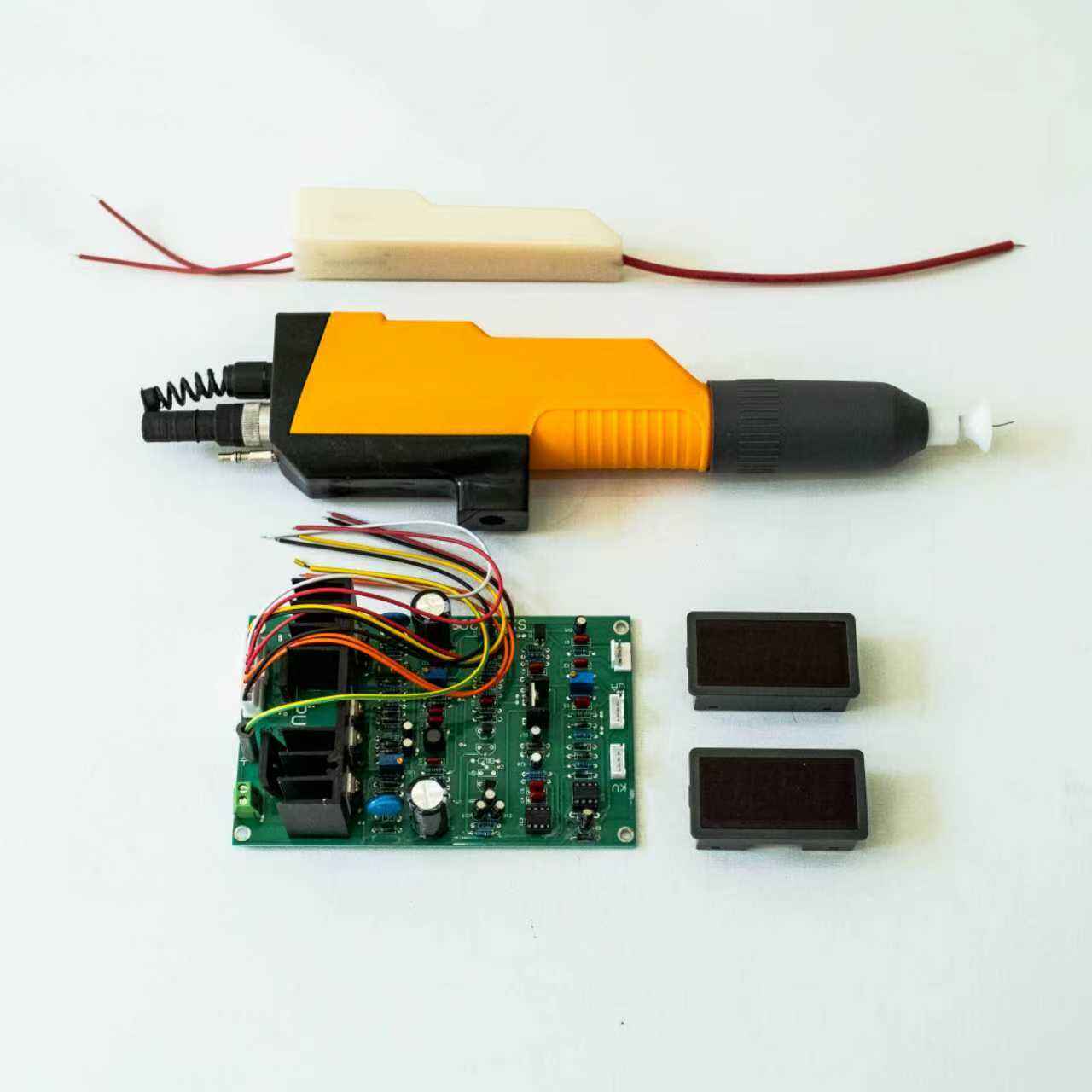
The high voltage electronic module offers exceptional integration flexibility that streamlines system design, accelerates deployment timelines, and reduces implementation complexity across diverse applications. This adaptability stems from standardized interfaces, modular architecture, and comprehensive compatibility with existing infrastructure, eliminating many obstacles that traditionally complicate high voltage system installations. Standardized mounting dimensions and connection points enable the high voltage electronic module to fit seamlessly into equipment racks, control panels, and machinery enclosures without requiring custom fabrication or extensive modifications. This mechanical compatibility reduces installation time and associated labor costs while simplifying replacement procedures for maintenance and upgrades. Electrical interface standardization ensures that modules connect easily to power sources and loads using common connector types and voltage levels, avoiding specialized wiring requirements that increase costs and limit technician availability. Communication protocol support enables the high voltage electronic module to integrate with building automation systems, industrial control networks, and remote monitoring platforms through industry-standard interfaces including Modbus, CANbus, Ethernet, and analog signaling. This connectivity facilitates centralized control and monitoring, enabling operators to oversee multiple modules from single workstations and integrate high voltage systems into broader facility management frameworks. The modular design philosophy allows engineers to combine multiple modules to achieve higher power outputs or redundant configurations without complex custom engineering. Parallel operation capabilities enable load sharing across modules, improving reliability through redundancy while allowing incremental capacity expansion as needs grow. Configuration flexibility accommodates varying input voltage ranges and output requirements through programmable parameters or selectable jumper settings, allowing single module designs to serve multiple applications and reducing inventory complexity. Mounting orientation flexibility permits horizontal, vertical, or inverted installation depending on space constraints and cooling airflow optimization. The high voltage electronic module adapts to both new construction projects and retrofit applications, with form factors and performance characteristics that complement legacy equipment while offering pathways for gradual system modernization. Pre-configured options address common application requirements out of the box, while customizable variants accommodate specialized needs without full custom engineering. Comprehensive documentation including electrical schematics, mechanical drawings, and integration guides accelerates design work and reduces errors during implementation. Technical support resources help engineers optimize integration approaches and troubleshoot challenges that arise during deployment. The backwards compatibility of newer module generations protects existing investments, allowing organizations to upgrade incrementally without wholesale system replacement. Testing and validation procedures simplified by standardized interfaces reduce commissioning time and help identify issues quickly. Environmental adaptability ensures modules function reliably across temperature ranges, humidity levels, and altitude variations encountered in real-world installations. The high voltage electronic module successfully balances standardization with flexibility, offering ready-to-deploy solutions while maintaining the adaptability necessary for unique applications and special requirements.