Compact Integrated Design Reduces System Complexity and Installation Costs
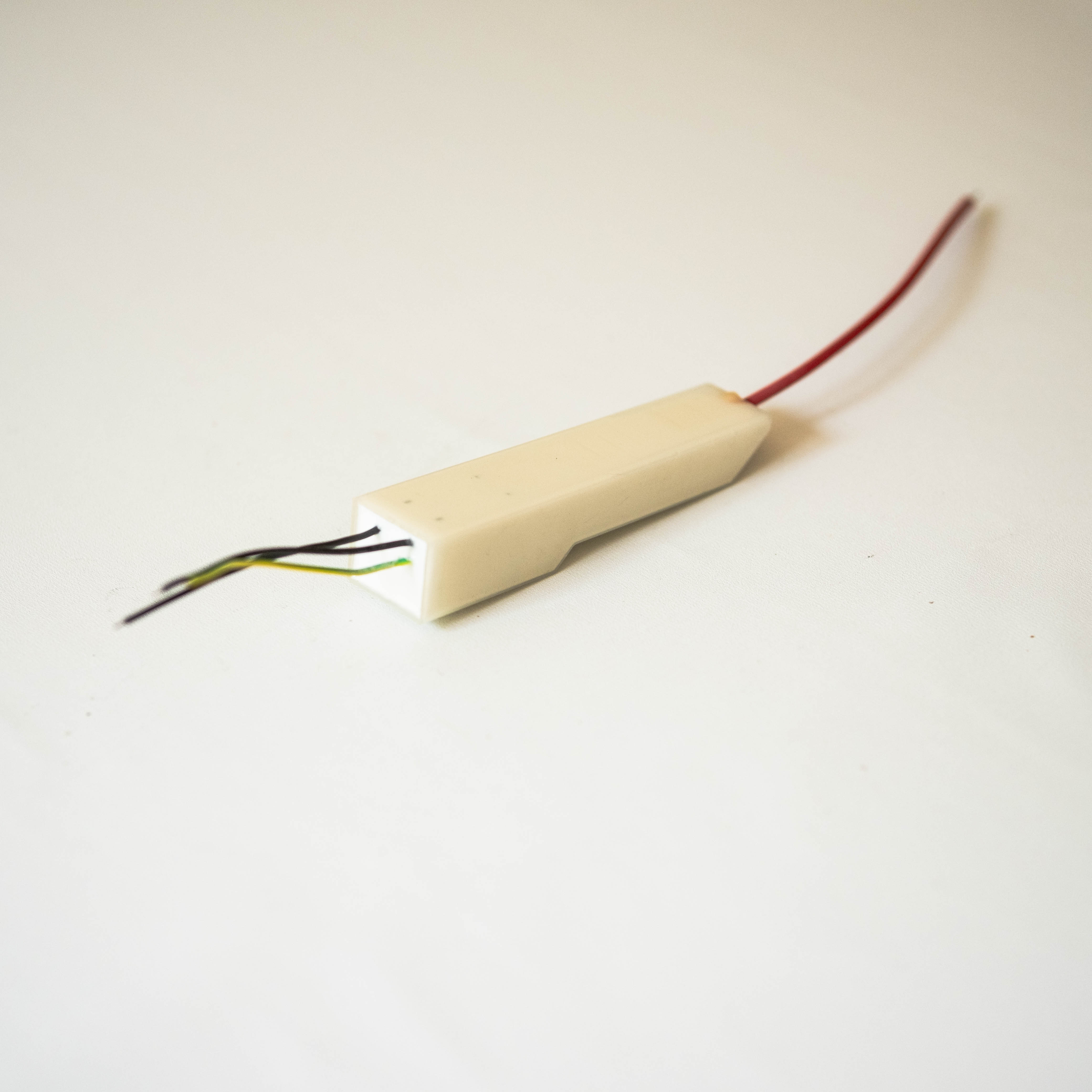
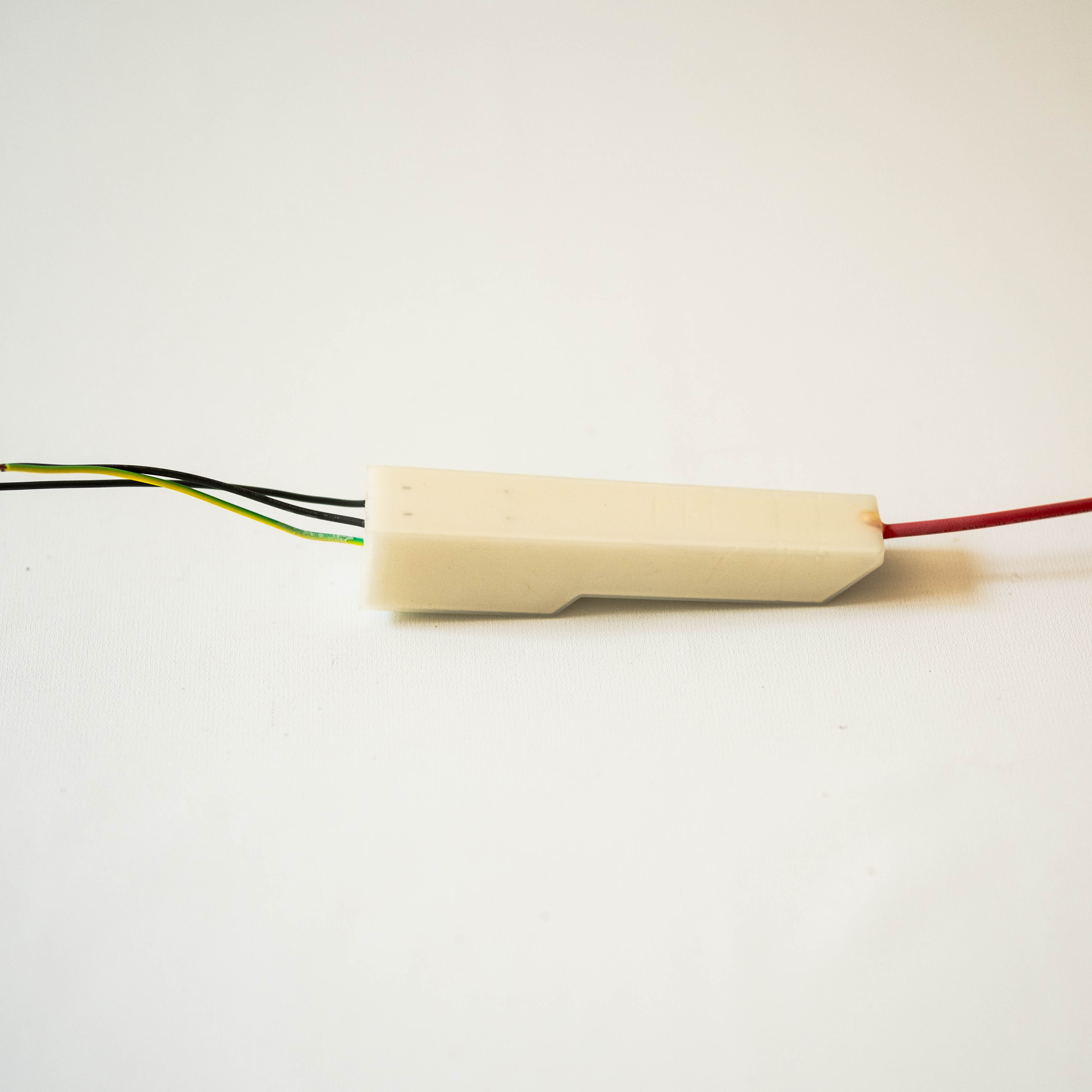
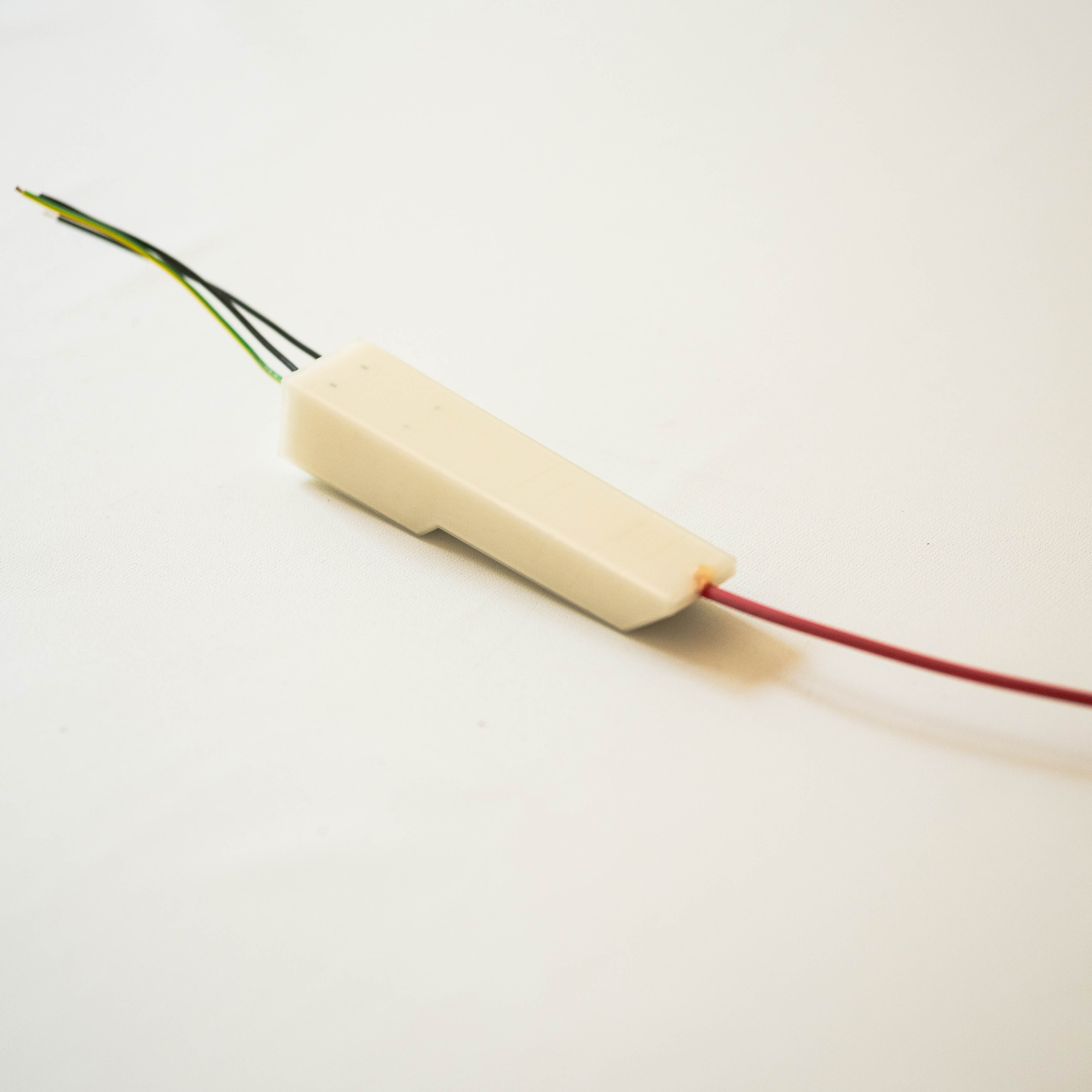
The compact integrated design philosophy embodied in the high voltage module with overvoltage protection delivers substantial practical advantages that simplify system architecture, reduce installation time, and lower total project costs. By incorporating voltage conversion, regulation, and protection functions within a single housing, this design approach eliminates the need for multiple separate components that would otherwise require individual mounting, wiring, and configuration. The space savings achieved through integration prove particularly valuable in applications with limited available volume, such as mobile equipment, compact instrumentation, or densely packed control cabinets where every cubic centimeter counts. The reduced component count directly translates to fewer potential failure points, improving overall system reliability through simplified architecture. Fewer components mean fewer connections, and since connections represent common failure modes in electrical systems, this reduction enhances long-term dependability. The standardized form factors adopted by modern modules facilitate mounting using industry-standard hardware and procedures, allowing technicians to install units quickly without specialized tools or training. Clear labeling of all terminals, comprehensive silk-screened information on the module housing, and intuitive connection schemes reduce installation errors and accelerate commissioning activities. The integrated protection eliminates the external wiring that would be necessary to connect separate overvoltage protection devices, reducing labor costs and eliminating potential wiring errors that could compromise protection effectiveness. Pre-configured protection parameters suitable for common applications allow immediate operation in many cases, though adjustment capability remains available for specialized requirements. The thermal design of integrated modules optimizes heat dissipation through carefully engineered heatsink geometries and airflow paths, often achieving adequate cooling through natural convection without requiring forced-air cooling systems that add cost, noise, and maintenance requirements. EMI filtering built into the module design prevents electromagnetic interference from affecting nearby sensitive equipment and ensures compliance with international electromagnetic compatibility standards without external filter components. The rugged construction using industrial-grade materials and conformal coating protection enables operation in harsh environments with temperature extremes, humidity, vibration, and contaminants that would challenge discrete component implementations. Comprehensive documentation including detailed specifications, application notes, and integration guidelines reduces engineering time during design phases and supports faster troubleshooting when issues arise. The proven reliability of integrated designs from established manufacturers provides confidence in long-term availability and performance, crucial considerations for equipment with extended service lives or certification requirements. Testing and validation performed at the module level by the manufacturer ensures that all functions operate correctly together, eliminating integration risks that plague systems assembled from components sourced from multiple vendors. This factory testing provides assurance that protection mechanisms will function as designed when needed, rather than discovering integration problems during critical situations. The economic benefits extend beyond initial purchase price to encompass reduced installation labor, lower inventory carrying costs, simplified spare parts management, and decreased maintenance burden over the product lifecycle.